Die Herstellung eines vollmundigen Whiskys ist eine Wissenschaft für sich! Zwar ist der Prozess – da mit wenigen Rohstoffen als Grundlage behaftet -, eigentlich recht einfach und i.d.R. in den Destillerien (Brennereien) nahezu gleich, dennoch verfügen Whiskysorten über eine unglaubliche Vielzahl von Geschmacksrichtungen und Aromen. Hier fragt man sich denn doch: warum eigentlich?
Der Prozess für einen Malt-Whisky (Rohstoff Gerste) in wenigen Worten:
Im ersten Schritt lässt man zunächst die Gerste (barley) gut keimen, bis sich aus der Stärke des Korns Malzzucker gebildet hat. Nun wird das gewonnene Malz (green malt) „gedarrt“ (Darren bezeichnet den Trocknungseffekt mit Hilfe von Hitze) und dann grob gemahlen.
Mit heißem Wasser wird der Zucker ausgelaugt, dann die Flüssigkeit zum Gären angesetzt. Hierdurch entsteht ein „Rohbier“ (rough beer, natürlich ohne Zusatz von Hopfen). Dieses Rohbier wird anschließend zweimal, manches Mal auch dreimal (meist in Irland) in Destillationsblasen aus Kupfer, den sogenannten „Pot Stills“, gebrannt. Zur Reifung geht es in Fässer aus Eichenholz, bevor es nach frühestens drei Jahren in die Flasche geht. Hochwertige Single Malt Whiskys reifen mitunter für Jahrzehnte in Ex Bourbon-Fässern und erhalten oftmals ihr Finish in ausgewählten Zusatzfässern, z.B. in Oloroso-Sherryfässer aus Spanien.
Die Rohstoffe
Getreide und Wasser: Der klassische, schottische Malt Whiskey wird wie erwähnt aus gemälzter Gerste (malted barley) gebrannt.
Das Wasser Schottlands ist aufgrund der Tatsache, dass hier wenig Kalkgestein vorhanden ist und es oberflächennah gefördert wird, extrem weich.
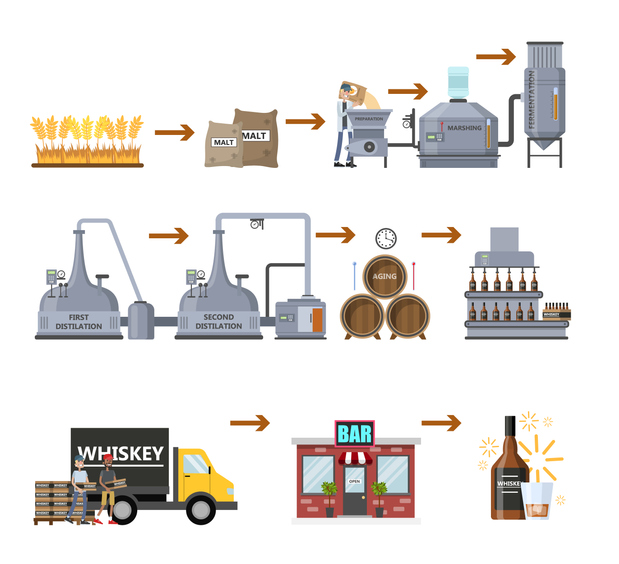
Die Prozess-Schritte
- Mälzen und Darren der Gerste
- (alkoholische) Gärung
- Brennen (Destilliation)
- Abfüllung in Fässer / Reifung im Fass
- Flaschenabfüllung
Mälzen
Zur Herstellung des Malzes wird die Gerste vor dem Keimen erst einmal eingeweicht (steeping). Anschließend wird das hieraus entstandene Grünmalz (green malt) auf sogenannten Darrböden (Kiln) mittels heißer Luft und / oder auch (Torf-) Rauch getrocknet. Mit Hilfe dieser Torffeuer entsteht ein phenolhalitiges, torfiges Malz, wodurch der spätere Whisky rauchige und/ oder torfige Aromen erhält (Anmerkung: Torf an sich ist geruchsneutral, es ist der Rauch, welcher die Aromen bildet).

Das so entstandene Malz wird nun zu Malzschrot („grist“) gemahlen und mit heißem Wasser „ausgewaschen“. Hierbei wandeln die enthaltenen Enzyme sich in vergärbare (Maltose) sowie unvergärbare (Dextrine) Zuckerbestandteile um. Dieser Vorgang wird Fermentierung genannt. Die als „wort“ bezeichnete Flüssigkeit (Würze) wird nun in Gärbottiche („washbacks“) gegeben.
Gärung
Durch Zugabe von Hefe wird nun die Würzflüssigkeit in diesen washbacks zu einem alkoholhaltigen „Roh“-Bier („rough beer“) vergoren. Ist die Gärung (nach bis zu 96 Stunden) abgeschlossen, hat das Roh-Bier („wash“)‘ einen Alkoholgehalt von etwa 8 – 9% und kann nun destilliert werden.
Destillation

Für die Weiterverarbeitung wird dieser bierähnliche, schwache Alkohol, -auch „wash“ genannt- i.d.R. zweimal destilliert (dreimal destilliert wird meist in Irland). Aus dem ersten Brennvorgang in kupfernen Brennblasen, den sogenannten Pot Stills, wird ein Roh-Brand gewonnen, der ca. 20% – 25 % vol. Alkohol enthält („low wines“). Die Brennblasen werden i.d.R. von unten erhitzt, ab einer Temperatur von rund 78 °C beginnt der Alkohol vor dem Wasser zu sieden. Der hierdurch entstehende Alkoholdampf steigt durch ein sich verjüngendes Rohr nach oben. Im klassischen Pot-Still wird der Dampf über einen Bogen („neck“) und ein sich anschließendes Rohr („lyne arm“) in einen Kondensator geleitet, welcher den Alkoholdampf wieder verflüssigt. Dann geht es weiter in einen zweiten Pot Still („spirit still“), in dem das zweite Destillat mit einem Alkoholanteil von 65% bis zu 70% gewonnen wird.
Abfüllung in Fässer / Reifung im Fass
Der auf diese Weise gewonnene Whisky muss laut Gesetz (UK) für mindestens drei Jahre in Eichenholzfässern, welche mit eindeutiger Nummer, Name der Brennerei sowie dem Brennjahr zu bezeichnen sind, eingelagert werden. Nach diesem Reifeprozess wird er im Regelfall auf Trinkstärke (40% – 47 %) verdünnt, u.U. kältefiltriert und abgefüllt.
Die gängigsten Fassgrößen sind hier:
1 Quarter Cask = 125 Liter, 1 Barrell = 158 Liter, 1 American Standard Barrel (ASB) = 200 Liter, 1 Hogshead = 250 Liter, 1 Butt = 500 Liter.
Single Malt Whisky lagert in der Regel 10 Jahre und länger. Sehr gute Single Malt Whiskys reifen für 12 bis 21 Jahre. Eichenfässern werden verwendet, da nur dieses Holz harzfrei, atmungsaktiv und überaus beständig ist.
Die Fassherkunft ist ausschlaggebend für den späteren Whisky-Geschmack. Die am meisten verwendeten Fässer schottischer Destillerien sind amerikanischen Bourbon-Fässern. Aus robuster amerikanischer Weißeiche hergestellt, wurden diese i.d.R. bereits einmal für die Lagerung von Bourbon-Whisky verwendet. Neben amerikanischen Ex-Bourbon-Fässer finden sich in manschen Brennereien (z.B. bei the Macallan oder Bowmore) Eichenfässer, in denen zuvor spanischer Sherry oder andere, i.d.R. schwere Weine, lagerten. Selbst karibische Rumfässer finden sich (beispielsweise bei Springbank).
Neben den Fassarten hat auch das vorherrschende Klima hohen Einfluss auf den Reifeprozess: Während in den Highlands heiße Sommer und kalte, schneereiche Winter zu verzeichnen sind, beschert der Golfstrom den Inseln und direkt an der Küste gelegenen Destillerien eher milde Klimata.
Alkoholgehalt: Angels‘ Share (Engelsanteil)
Der in die Fässer abgefüllte Whisky hat in der Regel einen Alkoholgehalt von um die 63%. Je länger der Whisky lagert, desto mehr verdunstet durch die Fasswand ein kleiner Teil seines Anteils, ebenso wie Wasser. Pro Jahr der Lagerung sinkt der Alkoholgehalt um 0,2 bis 0,6 Prozentpunkte. Diese Verdunstung nennen die Schotten „Angels‘ Share“ (Engelsanteil). Die Abnahme der Flüssigkeitsmenge beträgt rund zwei Prozentpunkte pro Jahr. Sowohl Verdunstung als auch die Geschmacksaufnahme aus dem Fass sorgen dafür, dass der Whisky mit jedem Reifejahr weicher wird.

Flaschenabfüllung
Die wenigsten Brennereien Schottlands verfügen über eigene Flaschenfüllanlagen (Glenfiddich und Bruichladdich verfügen z.B. darüber). Die kleineren Destillerien fahren ihre Fässer zu großen Abfüllern (z.B. in Glasgow, Edinburgh oder Perth).
Unabhängige Abfüller wie Douglas Laing, Gordon & MacPhail oder Signatory Vintage lassen eigene Whiskyfässer bei Brennereien mit frischem Malt befüllen und lagern sie unter eigener Aufsicht, um sie dann fassrein in Flaschen abzufüllen.
Bei der Flaschenbefüllung wird der Alkoholgehalt oftmals auf 40% bis 47% herabgesetzt. Bei Einzelfassabfüllungen wird der Alkoholgehalt häufig belassen. Man spricht in diesem Fall von Cask Strength (Fassstärke).